
聯係人:解經理
手(shǒu) 機:13957451893
手 機:15088869995
網 址:www.xuehuawu.cn
地 址:慈溪(xī)市崇壽鎮綠(lǜ)色農(nóng)產品加工基地綠(lǜ)園一路238號
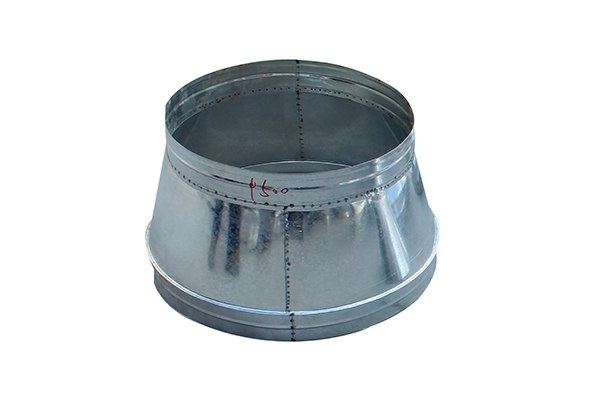
不鏽鋼(gāng)風管菏澤保溫螺(luó)旋風管配件(jiàn)的製作(zuò)是采用帶鋼帶狀卷料,通過風管成型機(jī)一次咬出咬口骨形,並沿螺旋(xuán)漸開線(xiàn)軌跡卷(juàn)成圓形管狀,同時將咬口縫壓緊,然後按需要的長度切割而(ér)成。自投放市場以來,因其本(běn)身具有及低(dī)廉的動(dòng)作成本,被廣泛應用於(yú)造船、通風、空調、淨(jìng)化、橋梁除塵、機場、隧道等建築行業。送冷風和熱風常見的是空調的風管管道(dào),這種管道需要加保溫材料。也可內貼保(bǎo)溫材料,使風(fēng)道具有螺旋保溫螺旋風管配件形的漂亮外觀,可免吊頂,從而降低了工程造價。送新風和排氣,將有害氣體排(pái)出室外,把室外新鮮空氣送至室內。一般而言,通風係統的流量都很大,因此要求使用阻力較小的空氣輸送管道(dào),以節省造價(jià)和(hé)運行(háng)費用(yòng)——就適用。

1.焊前準備(1)根據板(bǎn)厚(hòu)保溫螺旋風管配(pèi)件形式,采用機械加工、等離子孤切割或(huò)碳弧氣(qì)刨(páo)等方法下料加工坡口,為了避免飛濺金屬損傷(shāng),在使用碳弧氣刨和開坡口和手工電弧焊接時,應在坡口(kǒu)兩側塗上石灰粉。(2)坡口形式宜采用V形坡口,要采用較小的焊接(jiē)電流,這樣(yàng)可以(yǐ)防止不鏽鋼產生晶間腐蝕(shí)。(3)為了滿足接頭具有相同的性能,應遵(zūn)循“等成分”原則來選擇焊接材料,同時(shí)要注意接頭中的鐵素體不能太多,這樣是為了增強接頭抗熱裂紋和晶間腐蝕能力。(4)應采用嚴格的定位焊(hàn),遵循“短而厚”、“點焊不焊透”的原則。不鏽鋼螺旋風管配(pèi)件螺旋風管2.焊接技術要求(1)手工電弧焊(hàn)時焊機應采用直流反接,氬弧焊時應采用直流正接。(2)在焊接前,應將焊絲用不鏽鋼絲刷掉(diào)表麵的氧化皮(pí),並用丙酮清洗,然(rán)後進行烘幹,隨取隨用。

方麵一:連接菏澤保(bǎo)溫螺旋風管配件方式使用矩(jǔ)形風管的話,那麽是可以減少管之間的連接點數量的(de),這(zhè)樣可以有(yǒu)利於風管泄露概率(lǜ)的(de)降低。此外,螺旋風管之(zhī)間的連接,一般隻需一個管連接(jiē)件,而(ér)對於矩形風管來講,則要采用雙法(fǎ)蘭係統,這樣增加了複雜程度。方(fāng)麵二(èr):安裝空間對於螺旋風管來講,它隻需要(yào)小的安裝空間。因此(cǐ),在不增加壓降的前提下,是可以用螺旋風(fēng)管代替矩形風管的。此外,在安裝保溫螺旋風管配件空間上,矩(jǔ)形風管係統是需要增加螺栓係統的。方麵三:製作工藝螺旋風管的製作工藝,一般是為螺旋壓製(zhì),因此它可以承受較大的壓力。而且,在(zài)風管上加設螺旋型楞筋,則有助於(yú)管道剛度的提高。在成本上,則是可以適當進行(háng)降低,來體現性(xìng)價比(bǐ)上的優勢。

咬口時菏澤保溫螺旋風管配件手指(zhǐ)距滾輪護殼不小於5cm,手柄不準放在咬口機軌道上。咬口後的板料將畫好的折方線放在折方機(jī)上,置於下模的中心線。操作時使機械(xiè)上刀片中心線與下模中心線重合,折成所需要的角(jiǎo)度。折方時(shí)應互相配合(hé)並與折方機保持(chí)一定距離,以免被翻轉(zhuǎn)的鋼板或配重碰傷。製作圓(yuán)風管時,將(jiāng)咬口保溫螺旋(xuán)風管配件兩端拍(pāi)成圓弧(hú)狀放在卷(juàn)圓機(jī)上圈圓(yuán),按風管圓徑規格適當調整上、下輥間距,操作時,手不得(dé)直(zhí)接推送鋼板。折方或卷圓(yuán)後的鋼板用合(hé)口機或(huò)手工進行合(hé)縫。操作時,用力均勻,不宜過重。單、雙口確實咬合,無脹裂和半咬口現象。





