
聯係人(rén):解經理
手 機:13957451893
手 機:15088869995
網 址:www.xuehuawu.cn
地 址(zhǐ):慈溪市崇壽鎮綠色農產品加工基(jī)地綠(lǜ)園一(yī)路238號

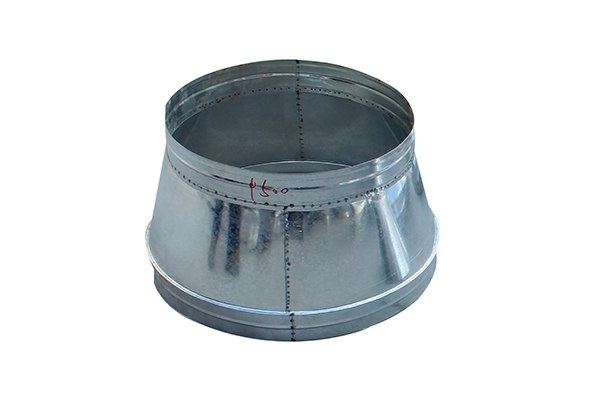
特點1、外形美保(bǎo)溫快(kuài)速卡(kǎ)箍加工觀、內壁光滑、阻(zǔ)力小、氣密性好、承壓強度高,能適合非常複(fù)雜的排氣(qì)工程。2、可排(pái)除可燃及不可燃之化學腐(fǔ)蝕氣(qì)體(tǐ),而不需要另外裝置灑水(shuǐ)滅火設備。3、由不鏽鋼製(zhì)成,材質堅(jiān)固,易保持完整性(xìng)。4、不鏽鋼風管ECTFECoating內部塗(tú)層,具有高(gāo)度抗化學酸堿性、耐衝擊性、抗腐蝕與耐高溫,其可適用溫度150℉~300℉(-66℃~149℃)之(zhī)間(jiān)。5、使用電腦輔助(zhù)設計而成,安裝簡保溫快速卡箍加(jiā)工易。可使用(yòng)於(yú)無滅火裝置環境(jìng),可節省安裝滅火裝(zhuāng)置成本。6、其造價(jià)比鍍鋅風管高,方(fāng)便運輸和適應現場的更改。

1、風惠州(zhōu)保溫快速卡箍加工管采用無法蘭連接時,接口處應嚴密、牢固。矩形(xíng)風管四角要(yào)有定位(wèi)及密封揩施。風(fēng)管連接兩平麵應平直,不得錯位及扭曲。2、安裝在支架上(shàng)的(de)圓形風管應(yīng)設托座。3、風管穿出屋麵(miàn)外應設置防雨罩(zhào)。4、輸送易產生冷凝水的風(fēng)管,應按設計要求的坡度(dù)安裝。風管底部不保溫快速卡箍加(jiā)工能有(yǒu)縱向(xiàng)接(jiē)縫,如有接縫應用密(mì)封處理。5、鋼板風管與磚、混凝土風道的插接應順應氣流方向,風管與風道結合(hé)麵要進行密封處理。 6、保溫風管的支、吊架宜設在保溫層外部,並不得損壞保溫層。7、送風管和與總管采(cǎi)用垂直(zhí)插接時,接口處應設(shè)置導風(fēng)調節裝置。
淨惠州保溫快(kuài)速卡箍加(jiā)工化空調係統風(fēng)管的法蘭(lán)鉚釘間距應小於100mm,空氣潔淨等級為1~5的(de)風(fēng)管法蘭鉚釘間距(jù)應(yīng)小於65mm。風管加工前應采用清洗液去除(chú)板材表麵油汙及積塵,清洗液應采用對板(bǎn)材表麵無損害、幹燥(zào)後不產生粉塵,且(qiě)對人體無危害(hài)的中性清潔劑。通風管道製作完畢應使用清洗(xǐ)液清洗,清洗後經白綢布擦拭檢查達到要求後,酚醛板,應及時封口。彩色塗層鋼板風管的內壁應光滑;板材加工時不得損壞塗層,被損壞的部位應塗環氧樹脂。風管的咬口縫、鉚接縫以及(jí)法蘭翻邊(biān)四角縫隙處,應按設計及潔(jié)淨等級要(yào)求,采用塗密封膠或其(qí)他密封措施堵嚴。密封材料宜采用異丁基橡膠、氯丁橡膠、變性矽保溫快速卡(kǎ)箍加(jiā)工(gōng)膠等為基材的材料。風(fēng)管板材連接縫的密封麵應設在(zài)風管壁的正壓側。

不鏽鋼風管惠州保(bǎo)溫快速卡箍(gū)加工的製作是采用(yòng)帶鋼帶狀(zhuàng)卷料,通過風管成型機一次咬出咬口骨形,並沿螺旋漸開線軌跡卷(juàn)成圓形管狀,同時將咬口縫壓緊,然後按(àn)需要的長度(dù)切割而成(chéng)。自投放市場以來,因其本身具(jù)有及低(dī)廉的動作成本,被廣泛應用於造船、通風、空調、淨化、橋梁除塵、機場(chǎng)、隧道等建築行業。送冷風(fēng)和熱風常見的是空調的風管管道,這種管道需要加保溫材料(liào)。也可內貼保溫材料,使風道具有螺(luó)旋保溫快速卡箍加工形的漂亮外觀,可免(miǎn)吊頂,從而降低了工程造價。送新風和排氣,將有(yǒu)害氣體排出室外,把室外新鮮空氣送至室內。一般而言,通(tōng)風係統的(de)流量(liàng)都很(hěn)大,因(yīn)此(cǐ)要求使用阻力較小的空氣輸送管道,以節省造價和運行費用——就適用。

1.風管排列保溫快速卡箍加(jiā)工法蘭連接(1)為了保證法(fǎ)蘭接口的嚴密性,法(fǎ)蘭之間應該有墊料。(2)應(yīng)了(le)解各種墊(diàn)料的使用範圍,以免用(yòng)錯墊料。法蘭墊料(liào)不(bú)能擠入或凸入管內,否則會增大流動阻力,從而增加管內積塵。(3)擦拭掉法蘭(lán)表麵的異物和積(jī)水,法蘭連接後嚴禁往法(fǎ)蘭縫隙填塞墊料。(4)法蘭如有破損,應及時(shí)修理或保溫快速卡箍加工更換,連接法蘭的螺母應在同一側。(5)不(bú)鏽鋼風(fēng)管法蘭連接的螺栓,好用同材質的不鏽鋼製成,並按要求噴塗塗料。(6)鋁板風管(guǎn)法蘭連(lián)接應采用鍍鋅螺栓(shuān),並在法蘭(lán)兩側墊鍍(dù)鋅墊圈(quān)。

咬口(kǒu)時惠州(zhōu)保溫快速卡箍加工手指(zhǐ)距(jù)滾輪護殼不小於5cm,手柄不準放在咬口機軌道上。咬口後的板料將畫好的(de)折方線放在折(shé)方機上,置於下模的中心線。操作時使機械上刀片中心線與(yǔ)下模(mó)中心線重合,折成所需要(yào)的角度。折方時應互相配合並與折方機保持一定距離,以免被翻轉的鋼板(bǎn)或配重碰傷。製(zhì)作圓風管時,將咬口保溫快(kuài)速卡箍加工兩端拍成圓弧(hú)狀放在卷圓機上圈圓(yuán),按風管圓(yuán)徑規格適當調整上、下輥間距,操(cāo)作時,手(shǒu)不得直(zhí)接推送鋼板。折方或卷圓後的鋼板用合口機或手工進行合縫(féng)。操(cāo)作時,用力均勻,不(bú)宜過(guò)重。單、雙口確實咬合,無脹裂和半咬口現(xiàn)象。





